|
| Information | |||
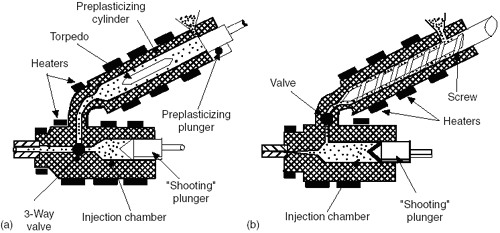
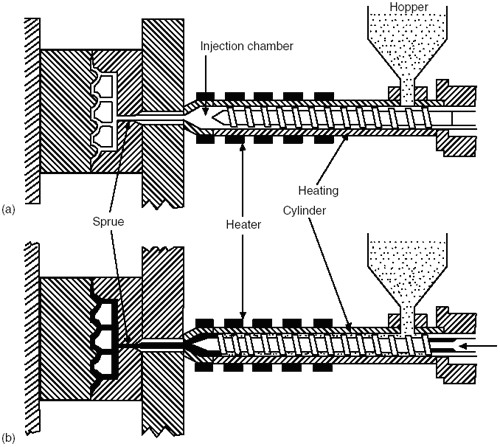
INJECTION MOLD P5 1 Types of Injection UnitsInjection-molding machines are known by the type of injection unit used in them. The oldest type is the single-stage plunger unit (FIGURE PP.6) described above. As the plastic industry developed, another type of plunger machine appeared, known as a two-stage plunger (FIGURE PP.7a). It has two plunger units set one on top of the other. The upper one, also known as a preplasticizer, plasticizes the molding material and feeds it to the cylinder containing the second plunger, which operates mainly as a shooting plunger, and pushes the plasticized material through the nozzle into the mold. FIGURE PP.7 Schematic drawings of (a) a plunger-type preplasticizer and (b) a screw-type preplasticizer atop a plunger-type injection molding machine. Later, another variation of the two-stage plunger unit appeared, in which the first plunger stage was replaced by a rotation screw in a cylinder (FIGURE PP.7b). The screw increases the heat transfer at the walls and also does considerable heating by converting mechanical energy into heat. Another advantage of the screw is its mixing and homogenizing action. The screw feeds the melt into the second plunger unit, where the injection ram pushes it forward into the mold. Although the single-stage plunger units (FIGURE PP.6) are inherently simple the limited heating rate has caused a decline in popularity: they have been mostly supplanted by the reciprocating screw-type machines. In these machines (FIGURE PP.8) the plunger and torpedo (or spreader) that are the key components of plunger-type machines are replaced by a rotating screw that moves back and forth like a plunger within the heating cylinder. As the screw rotates, the flights pick up the feed of granular material dropping from the hopper and force it along the heated wall of the barrel, thereby increasing the rate of heat transfer and also generating considerable heat by its mechanical work. The screw, moreover, promotes mixing and homogenization of the plastic material. As the molten plastic comes off the end of the screw, the screw moves back to permit the melt to accumulate. At the proper time the screw is pushed forward without rotation, acting just like a plunger and forcing the melt through the nozzle into the mold. The size of the charge per shot is regulated by the back travel of the screw. The heating and homogenization of the plastics material are controlled by the screw rotation speed and wall temperatures.
FIGURE PP.8 Cross-section of a typical screw-injection molding machine, showing the screw (a) in the retracted position and (b) in the forward position. |
|||
|